آدرس: تهران - بزرگراه جناح - بلوار شهید گلاب - خیابان حسینی - کوچه رئیسی - پلاک ۷ - طبقه همکف
کد پستی: ۱۴۵۳۹۳۴۹۳۱
متانول (CH₃OH) که به الکل چوب نیز معروف است، یکی از قدیمی ترین ترکیبات شیمیایی شناخته شده توسط بشر است. نخستین کسانی که از متانول بهره بردند، مصریان باستان بودند که توانستند این ترکیب را با سوزاندن چوب در شرایط بیهوازی (پیرولیز) به دست آورند و در مومیایی کردن اجساد از آن استفاده میکردند. با این حال در سال 1661 رابرت بویل توانست متانول خالص را از طریق تقطیر مازاد بدست آورد و در سال 1834 ترکیب عنصری آن توسط ج.ب.دوما و ی.پلیگوت تعیین شد.
در تحقیقات اولیه در مورد تولید متانول، مس به عنوان یک نامزد اصلی برای پایه یک فرآیند کاتالیستی انتخاب شد. در سال 1905، پل ساباتیه (Paul Sabatier) و ژان-باپتیست (Jean-Baptiste) کشف کردند که مس بهطور مؤثری تجزیه متانول و تا حدی کمتر، تشکیل آن را کاتالیز میکند. بسیاری از آزمایشهای اولیه به این موضوع پرداختند که کدام کاتالیزورها میتوانند بهطور مؤثر متانول را تخریب کنند، با این فرض که آنها تحت شرایط جایگزین به همان اندازه در تشکیل متانول مؤثر خواهند بود. در سال 1921 ژرژ پاتار (Georges Patart) پایه یک فرآیند کاتالیستی فشار بالا را که از مواد مختلفی از جمله مس به همراه نیکل، نقره یا آهن برای سنتز متانول استفاده میکرد، به ثبت رساند. تلاش های آلمان: فرآیندهای مبتنی بر چوب همیشه از نظر مقیاس بسیار محدود بودند، و تا سال 1923 تولید را نمیتوانستیم «صنعتی» در نظر بگیریم تا اینکه یک فرآیند کاتالیستی توسط ماتیاس پیر (Matthias Pie) در شرکت BASF آلمان توسعه یافت.

فرآیند BASF متانول را از گاز سنتز (syngas) تولید میکرد، که در آن زمان مخلوطی از هیدروژن و مونوکسید کربن بود. این فرآیند از طریق واکنشهای زیر عمل میکند:
(i) CO + 2H2 ⇆ CH3OH ΔH = –90.6 kJ
CO2 + 3H2 ⇆ CH3OH + H2O ΔH = –49.5 kJ (ii)
CO + H2O ⇆CO2 + H2 ΔH = –41.2 kJ (iii)
تشکیل متانول در دماهای پایین و فشارهای بالا ترجیح داده میشود. هر سه واکنش تعادلی بهطور همزمان رخ میدهند، اگرچه معمولاً برای سادهسازی هرگونه تحلیلی تنها دو تا از این سه واکنش مورد توجه قرار میگیرند و همانطور که مشاهده میشود از ترکیب معادلههای ii و iii ، معادله i بدست میآید. فرآیند BASF در فشار بالای 300 اتمسفر و دمای بین 300 تا 400 درجه سانتیگراد عمل میکرد و از کاتالیزور کرومیت روی (Cr₂O₃-ZnO) که توسط آلوین میتاش (Alwin Mittasch) توسعه یافته بود، استفاده میکرد. فشارهای بالا به تبدیل متانول کمک کرد و برای دستیابی به نرخهای واکنش سریع، از دماهای بالا نیز استفاده شد. افزایش بیشتر دما اثرات شدیدی بر انتخابپذیری و تعادل داشت، بنابراین شرایط به نحوی انتخاب شدند که مصالحهای بین این عوامل باشد.
خرید متانول در گرید و برند های مختلف
تحقیقات بعدی در مورد کاتالیزور گسترده بود و فهرست نامزدهای ممکن شامل بخشهای وسیعی از جدول تناوبی، از آنتیموان تا زیرکونیوم، بیسموت تا اورانیوم (که خود یک کاتالیزور محبوب در آن زمان بود) را در بر میگرفت. در ابتدا، قرار بود از آهن برای تولید متانول (مانند تولید آمونیاک) استفاده شود، اما این ماده به همراه نیکل در درخواستهای ثبت اختراع متوالی حذف شدند تا زمانی که در اواسط دهه 1920، نیاز به «حذف کامل آهن از واکنش» در فرآیند گنجانده شد. در سالهای اولیه تلاشهای زیادی برای بررسی ترکیبات مختلف کربن، هیدروژن و اکسیژن انجام شد.
یکی از کاربردهای عمده واکنشهای فیشر-تروپس (هیدروکربنهای اشباع زنجیرهای مستقیم) بود. این واکنش بهراحتی توسط آهن تحت شرایط مشابه سنتز متانول را کاتالیز میکند. با کاتالیزورهای اولیه حاوی آهن در سنتز متانول، مشخص شد که آهن با مونوکسید کربن واکنش داده و کربونیل آهن را تشکیل میدهد که در دماهای بالا به آهن فلزی تجزیه میشود. بنابراین، تبدیل کاتالیزور به یک نوعی که در تولید هیدروکربنها بسیار کارآمدتر از متانول باشد، آسان بود. این واکنشها حتی بیشتر گرمازا هستند و محدودیت تعادلی ندارند، بنابراین در معرض پیشروی حرارتی قرار دارند. کاتالیزور تنها منبع آهن در چنین فرآیندهایی نیست. انتخاب آشکار برای ساخت اولین مخازن راکتور فولاد بود که خود حاوی آهن است. بنابراین بسیاری از کارخانههای اولیه یا پوشش دادهشده بودند یا از فلزات غیرآهنی مانند مس، نقره یا آلومینیوم ساخته میشدند.
محدودیتهای تعادلی واکنشهای تشکیل متانول، بهویژه تحت شرایط عملیاتی اولیه، بهگونهای بودند که تبدیل به متانول در یک بار عبور از راکتور بسیار کم بود. برای غلبه بر این مشکل، گازسنتز باید چندین بار بر روی کاتالیزور بازیافت شود. هر بار، گاز سرد میشود تا متانول تولید شده متراکم شود و مواد واکنشدهنده مصرف شده با گاز سنتز تازه جایگزین شوند. گاز به ندرت به صورت خالص هیدروژن و مونوکسید کربن است، و گونههای غیرواکنشی، مانند متان یا نیتروژن، که از طریق تامین گاز تازه وارد میشوند، در چنین حلقهای تجمع مییابند. بنابراین، بخشی از گاز باید به طور دورهای تخلیه شود، که منجر به از دست رفتن مقداری از واکنشدهندهها نیز میشود.

مبدل حرارتی یک مفهوم مدرنتر است که مصرف انرژی را با استفاده از گاز داغی که از مبدل خارج میشود، برای گرم کردن گاز ورودی کاهش میدهد. پتنتهای اولیه بسیاری از جنبههای تولید مدرن متانول را نشان میدهند، از جمله حلقه بازیافت و استفاده از بستر محافظ که حاوی کاتالیزور اضافی یا جاذب است تا اثرات مواد مضر برای واکنش را حذف کند. نسخههای اولیه تمایل داشتند که مبتنی بر مس باشند. در فرآیندهای اولیه نیز به از دست رفتن واکنشدهندهها از طریق تخلیه توجه شده بود. فارست رید در سال 1932 پتنتی را ثبت کرد که در آن گاز تخلیه شده از طریق یک راکتور اضافی در یک حلقه با غلظتهای بالا از اجزای غیرواکنشی بازیافت میشد، و شامل تراکم و جداسازی بود.
این رویکرد اکنون برای نوسازی و افزایش ظرفیت کارخانههای مدرن تولید متانول استفاده میشود. این مفهوم کلی به سرعت گسترش یافت و تا پایان دهه 1920 کارخانههایی در سراسر جهان یافت میشدند که در فرآیندهای جدید، کاتالیزوری و فشار بالا، مجموعاً حدود 42000 تن متانول در سال تولید میکردند.
اوایل مشخص شد که موثرترین کاتالیزورها از ترکیبی از مس و یک اکسید فلزی دیگر استفاده میکنند، اما بخش سنتز و کاتالیزور تقریباً برای 25 سال بسیار مشابه باقی ماندند. یوگنیوس بلاژیاک در سال 1947 پتنتی برای یک کاتالیزور جدید حاوی مس، روی و آلومینیوم که از طریق همرسوبی تولید شده بود، ثبت کرد. این پتنت روشی را برای تولید یک «کاتالیزور بسیار فعال برای سنتز متانول» ادعا میکرد و آزمایشهای آزمایشگاهی بیشتر در دهههای بعد این ادعا را ثابت کرد. بزرگترین مانع برای استفاده از کاتالیزور مسی، نرخ مسمومیت توسط گوگرد در مقایسه با کاتالیزورهای کرومیت روی که به طور معمول در آن کارخانهها استفاده میشد، بود. فرآیند تولید گازسنتز از خوراک زغال سنگ و کک به اصلاح گاز طبیعی پیش رفته بود و پذیرفته شده بود که گوگرد در خوراک موجب مسمومیت کاتالیزور اصلاحشده و کاهش فعالیت آن میشود.
به همین دلیل، اصلاحکنندهها نزدیک به فشار اتمسفری کار میکردند تا از شکست هیدروکربنها بر روی کاتالیزور مسموم جلوگیری کنند، که سطح آن را با لایهای از کربن پوشانده و تمام فعالیت باقیمانده را از بین میبرد. در این زمان، کارهایی برای ایجاد یک کاتالیزور اصلاحی قلیایی که در برابر رسوب کربن محافظت شده و بنابراین میتوانست در فشار بالا (ابتدا 14 اتمسفر، اما به زودی تا 35 اتمسفر) کار کند، در حال انجام بود. توسعه دوم در همان زمان، کاتالیزورهای هیدروژنزدایی را معرفی کرد که گوگرد را از خوراک نفتا یا گاز طبیعی حذف میکنند و فعالیت کاتالیزور اصلاحی را حفظ میکنند. این فرآیند باعث تامین گازسنتز با خلوص بالا در فشار افزایشیافته شد. تا دهه 1960، تولید متانول تقریباً به طور انحصاری از گاز طبیعی و نفتا با استفاده از اصلاح فشار پایین و سنتز فشار بالا انجام میشد.

در دهه 1960، میتوان گفت که بزرگترین تغییر در صنعت توسط شرکت صنایع شیمیایی امپریال (ICI) بریتانیا معرفی شد. این تغییر در سال 1963 آغاز شد، زمانی که فینیاس دیویس (Phineas Davies) و فردریک اسنودون (Frederick Snowdon) پتنتی برای یک فرآیند تولید متانول با فشار عملیاتی 30 تا 120 اتمسفر ثبت کردند. آنها با استفاده از یک کاتالیزور مس، روی و کروم، فرآیندی ایجاد کردند که قادر به تولید مقادیر زیادی متانول بدون نیاز به فشارهای بسیار بالا بود. فشارهای پایینتر به این معنی بود که نرخ واکنش سریعتر میتوانست در دماهای پایینتر بین 200 تا 300 درجه سانتیگراد حاصل شود که باعث کاهش تشکیل محصولات جانبی میشد. یعنی کاتالیزور میتوانست یک انتخابپذیری بیش از 99.5% را بر اساس ناخالصیهای آلی در متانول مایع بدست آورد. در همان زمان، ICI مبدل بخار با فشار بالای خود را توسعه داده بود که قادر بود نفتا یا بعداً گاز طبیعی را به گازسنتز تبدیل کند. بنابراین، این فرآیند نه تنها یک روش برای سنتز متانول بود، بلکه یک فرآیند کامل از گاز طبیعی تا متانول بود. فرآیند متانول فشار پایین (LPM)، که تا به امروز روش پیشرو برای تولید متانول باقی مانده است.
این کاتالیزور با ثبت یک پتنت توسط جان توماس گالاگر (John Thomas Gallagher) و جان میچل کید (John Mitchell Kidd) از ICI در آگوست 1965 بهروز شد که شامل اکسیدهای مس، روی و یک عنصر دیگر از گروههای II تا IV جدول تناوبی بود که آلومینیوم گزینه ترجیحی بود. این همان کاتالیزوری بود که ICI در کارخانه تولید متانول خود که در آن زمان ساخته شده بود نصب کرد و اساس سری کاتالیزورهای KATALCOJM TM 51 را تشکیل میدهد که امروزه توسط جانسون متی (Johnson Matthey) در سراسر جهان فروخته میشود.
ICI اولین کارخانه LPM خود را در سال 1966 در بیلینگهام بریتانیا ساخت و به بهرهبرداری رساند. این کارخانه با ظرفیت طراحی 300 تن متریک در روز و عمر کاتالیزور مورد انتظار شش ماه ساخته شد. بخش سنتز با فشار 50 اتمسفر عمل میکرد. دو سال بعد، کاتالیزور هنوز در حال کار بود و کارخانه به طور مداوم 400 تن متریک در روز تولید میکرد. این مقدار با شارژ دوم کاتالیزور و برخی ارتقاءهای بیشتر کارخانه به 550 تن متریک در روز افزایش یافت. مبدل حاوی 71 متر مکعب کاتالیزور بود و سه تزریق گاز سرد در میانه بستر برای خنک کردن گاز واکنشی انجام میشد. این کارخانه تا سال 1985 فعالیت میکرد.

در فشار پایینتر فرآیند جدید، حجمهای گاز در حال گردش بیشتر بود و بنابراین کمپرسورهای گریز از مرکز در ظرفیتهای پایینتر کارخانهها مزیت داشتند. این به این معنی بود که کارخانههای بسیار کارآمدتری بدون نیاز به ساخت تأسیسات مقیاس بزرگ در دسترس بودند . تا این زمان، ICI دارای سابقه طولانی در تولید متانول بود که به سال 1929 و اولین کارخانه فشار بالای خود بازمیگشت که تحت لیسانس IG Farben که در آن زمان مالک BASF بود فعالیت میکرد.
پس از چند سال عملیات موفقیتآمیز کارخانه بیلینگهام، ICI مجوز استفاده از این فناوری را داده و در سال 1970 یک کارخانه با ظرفیت 130 تن متریک در روز برای شرکت پتروشیمی چانگ چون در تایوان به بهرهبرداری رساند. بعدها در همان سال یک کارخانه با ظرفیت 1000 تن متریک در روز برای مونسانتو در تگزاس سیتی، تگزاس، ایالات متحده به بهرهبرداری رساند.
فرمول اساسی اکنون تنظیم شده بود و بنابراین کارخانهها میتوانستند از نظر اندازه و مقیاس رشد کنند. تا اوایل دهه 1970، کارخانهها از ظرفیت 150 تن متریک در روز در کارخانههای فشار پایین اولیه به 1500 تن متریک در روز رسیده بودند. دومین کارخانهای که ICI در سال 1972 در بیلینگهام ساخت، ظرفیت طراحی 1100 تن متریک در روز داشت و از 110 متر مکعب کاتالیزور استفاده میکرد که در فشار ۱۰۰ اتمسفر عمل میکرد. این دومین کارخانه تا سال ۲۰۰۱ فعالیت کرد و تعادلی بهتر از فشار عملیاتی و تعادل واکنش ایجاد کرد، به طوری که اکثر کارخانهها از آن زمان برای فشار 80 تا 100 اتمسفر طراحی شدها ند. این امر شروع اولین دوره طلایی گسترش متانول در اوایل دهه 1970 را نشان داد زیرا مردم مزایای فرآیند LPM جدید را به رسمیت شناختند.
ند. این امر شروع اولین دوره طلایی گسترش متانول در اوایل دهه 1970 را نشان داد زیرا مردم مزایای فرآیند LPM جدید را به رسمیت شناختند.
نمایش افزایش ظرفیت تقریبی هر سال با استفاده از فناوری LPM
از اواسط دهه 1970، سرعت توسعه کاتالیزورها به شدت افزایش یافته بود، زمانی که تجهیزات آزمایشی به طور خودکار شدند و مقدار کارهای آزمایشی که میتوانست انجام شود را به شدت افزایش دادند. این موضوع منجر به تغییرات قابل توجهی در عملکرد کاتالیزورهای سنتز متانول شد، اگرچه دستور پایه شامل مس با ترکیبی از اکسیدهای روی و آلومینیوم یا کروم همچنان بسیار مشابه باقی ماند.
یکی از چنین تغییرات اساسی در اوایل دهه 1990 رخ داد، با معرفی نسل جدیدی از کاتالیزورها، درست زمانی که ظرفیتها در حال افزایش بود و اپراتورهای کارخانه به دنبال ارتقاء کارخانههای فشار پایین اولیه خود بودند. ICI یک کاتالیزور جدید و فعالتر با استفاده از یک سیستم چهار عنصری معرفی کرد که منیزیم را به ترکیب مس، روی و آلومینیوم افزود.

با شروع زودهنگام کارخانه 7000 تن متریک در روز متانول کاوه در ایران، حجم کارخانهها همچنان رشد مییابد. کارخانه متانول کاوه یکی از بزرگترین کارخانههای تک راه متانول در دنیاست و دارای ظرفیت سالانه تولید 2300000 تن متریک متانول است. این کارخانه در ساحل خلیج فارس واقع شده و متانول آن از طریق خطوط لوله به یک سکوی مخصوص برای بارگذاری کشتی منتقل میشود. از دیگر مراگز تولید متانول میتوان به مجتمعهای پتروشیمی پارس، پتروشیمی زاگرس، پتروشیمی فناوران و… اشاره کرد.
ایران در تولید متانول از مزیتهای متعددی بهره میبرد که مهمترین آن دسترسی به ذخایر عظیم گاز طبیعی با هزینه پایین است، عاملی که هزینه تولید متانول را به شکل چشمگیری کاهش داده است. علاوه بر این، موقعیت استراتژیک جغرافیایی ایران با دسترسی آسان به بنادر مهم جنوبی امکان صادرات سریع و مقرونبهصرفه به بازارهای مصرفی آسیا و اروپا را فراهم میکند. از سوی دیگر، توسعه فناوریهای پیشرفته از طریق همکاری با شرکتهای بینالمللی همراه با بهرهگیری از کاتالیزورهای نوین، بازدهی و کیفیت تولید را افزایش داده است. همچنین حمایتهای دولتی با تمرکز بر اجرای طرحهای کلان توسعۀ نفت و گاز پارس جنوبی، زیرساختهای صنایع پایین دستی پتروشیمی را تقویت کرده و جایگاه ایران را به عنوان یکی از بازیگران اصلی بازار جهانی متانول تثبیت نموده است.

تقاضای متانول به طور پایدار برای بسیاری از سالها به دلیل رشد اقتصادی در کشورهای بزرگ جهان افزایش یافته است و این روند احتمالاً ادامه خواهد داشت. بسیاری از مجوزدهندگان و طراحان فعلی کارخانهها جریانهایی را طراحی کردهاند که قادر به مقیاسپذیری تا 10000 تن متریک در روز هستند، اما پس از تعدادی پروژههای مطرح شده، هنوز مشخص نیست که آیا اقتصاد مقیاس آمادگی کشیده شدن تا این اندازه را دارد یا اینکه امنیت چندین خط تولید مجدداً برتری خواهد داشت.




 که به الکل چوب نیز معروف است، یکی از قدیمی ترین ترکیبات شیمیایی شناخته شده توسط بشر است. نخستین کسانی که از متانول بهره بردند، مصریان باستان بودند که توانستند این ترکیب را با سوزاندن چوب در شرایط بیهوازی (پیرولیز) به دست آورند و در مومیایی کردن اجساد از آن استفاده میکردند. با […]</p>
&p[url]=http://tamadkala.com/%D8%B1%D9%88%D8%B4%D9%87%D8%A7%DB%8C-%D8%B3%D9%86%D8%AA%D8%B2-%D9%85%D8%AA%D8%A7%D9%86%D9%88%D9%84/&p[images][0]=https://tamadkala.com/wp-content/uploads/2025/05/Methods-of-Methanol-Synthesis.jpg)


بورت چیست؟ بورت یکی از پرکاربردترین شیشه آلات آزمایشگاهی است که در شیمی تجزیه و خصوصا تیتراسیون، برای توزیع یک مقدار متغیری از محلول شیمیایی و اندازه گیری مورد استفاده قرار می گیرد. با استفاده از بورت، می توان مقادیر مشخصی از یک مایع (عمدتا محلول) را به صورت قطره قطره به ظرف واکنش اضافه […]
اولین سوالی که به ذهن می رسد این است که گرافن چیست؟ گرافن یکی از ساختار های کربنی است که در قرن اخیر کشف شده است. سوال بعدی کاربرد گرافن و روش سنتز گرافن است؛ ساختار گرافن بدلیل ویژگی هایی که دارد، کاربرد زیادی در صنایع مختلف پیدا کرده است که در مقاله پیش رو […]
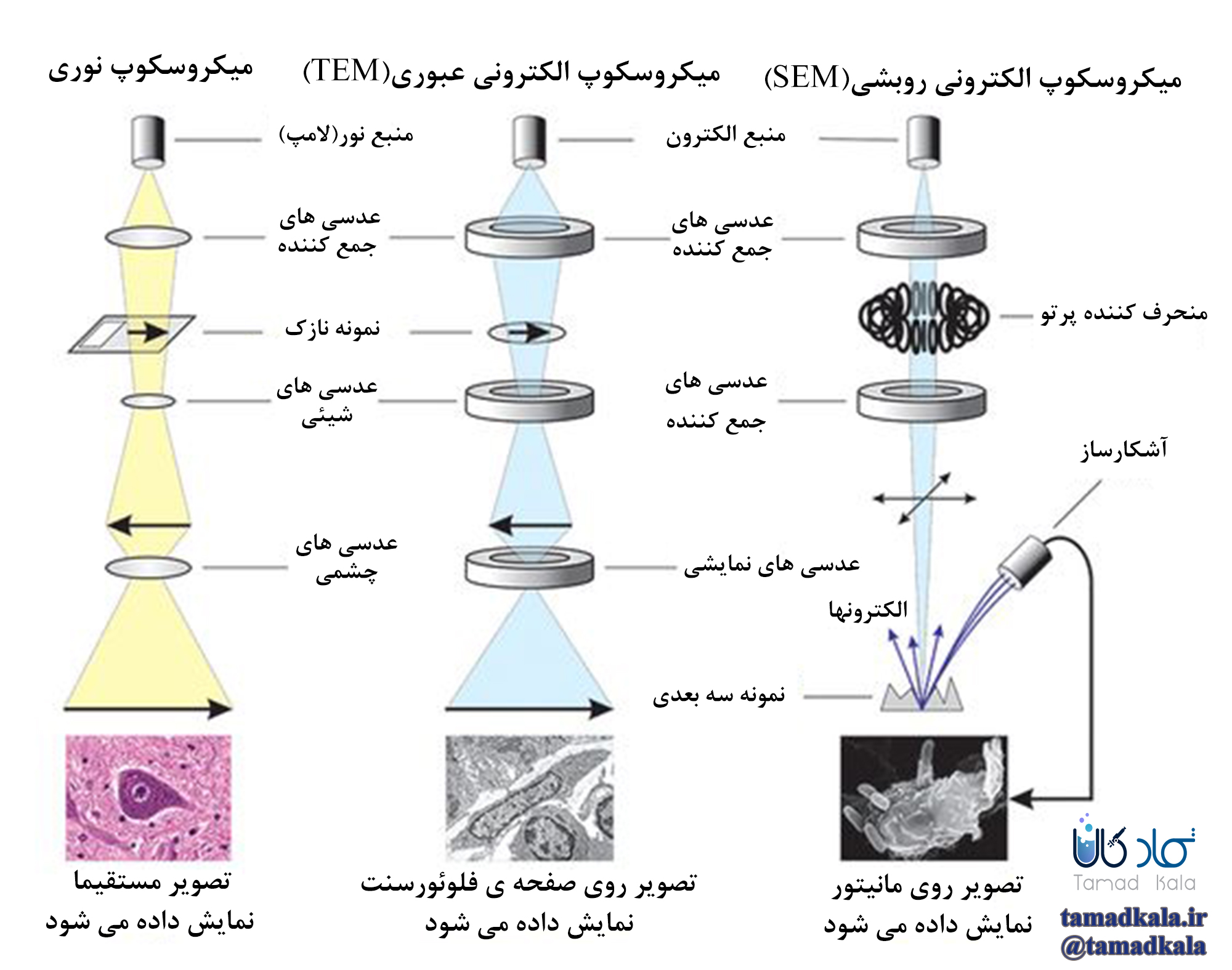
در این مقاله توضیحاتی پیرامون انواع میکروسکوپ های مختلف و مقایسه میکروسکوپ ها داده خواهد شد. میکروسکوپهای الکترونی ابزاری مناسب و کارآمد برای کسب اطلاع از ساختار مواد در دنیای نانو هستند. آنها با توجه به ماهیت نور مرئی و اساس کار میکروسکوپهای نوری نسبت به این گونه میکروسکوپها ارجحیت دارند. همان طور که میدانید […]

از آنجایی که ممکن است همه امکان دسترسی به محلول ضدعفونی کننده دست را نداشته باشند و نتوانند آن را به صورت مستقیم خریداری کنند. بر آن شدیم تا مقاله ای درباره تهیه محلوول ضدعفونی کننده دست خانگی بنویسم. محتویات این مقاله عمدتا بر اساس فرمولاسیون و توصیه های سازمان بهداشت جهانی (WHO) برای تهیه […]